Accuracy is sacrificed during the common process of making drill bits. On the other hand, machine-grade tools are made for precision applications, where accuracy and repeatability are most important. Machine grade tooling is turned, ground flat, and incorporates features that deliver the precision and accuracy required for the application.
Machine-grade tools are made from high-quality metals like cobalt or carbide. Micro-points are added so the tooling stays on track. Cutting edges are ground at the complex geometries demanded by the hardest of materials, including titanium, boron, extra-strength, and case-hardened steels, most of which are encountered in exhaust manifold bolt repairs.
PROPRIETARY BUSHINGS ENSURE PERFECT ALIGNMENT FOR DRILLING
When it comes to Exhaust Manifold Broken Bolt Repairs, how drill bushings are mounted to an alignment fixture can be the difference between success and a costly failure. Threaded mounting bushings are most common in machine shops because of their superior accuracy. By contrast, solder-on bushings are less precise, but due to their low cost, they are a popular choice for home workshops.
However, for high-precision drilling jobs like repairing a broken exhaust manifold bolt, it is important to use proprietary bushings. These bushings have patented features that provide a perfect fit in the alignment fixture, ensuring that the drilling is done correctly.
Screws or clamping devices used to secure bushings increase the risk of a lost screw inside the cylinder head, add to error rates because of the clearance needed for applying the alignment fixture, and result in further complexity. Finally, a threaded mounting bushing incorporates a proprietary and patented precision machined edge, which mates to an opposite edge in the tool. This overrides the threads to bring the assembly into perfect alignment with the cylinder head.
MACHINE-GRADE DRILL BIT TOOLING IS DIFFERENT
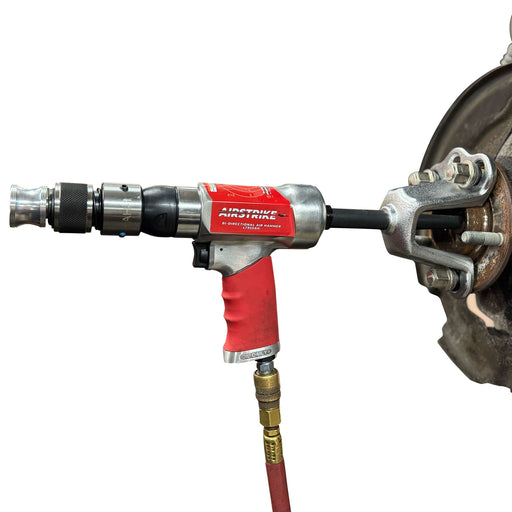
Threaded mounting bushings assure perfect alignment and perpendicularity of tooling. How the tooling system is used will determine repair times and the quality. Machine grade tooling, when mounted in an air or electric power hand tool, must be treated differently than common drill bits in order to deliver the accuracy of the system.
PROPER DRILLING TECHNIQUES
First, accurate rotational speeds for each size tool is critical. If the RPM is too low, cutting will not start. If too high, cutting will stop due to high heat. Next, the drill chuck should be turned manually when inserting a tool bit into the bushing, which ensures a solid fit.
Also, turning the drill on and off, quickly and repeatedly, referred to as “bumping or toggling” is critical, as it allows the micro point, discussed earlier, to “seat” itself and allow the following cutting edge to engage and load equally. Finally, excavating chips by keeping the tool rotating, but periodically extracting and reinserting the tool will improve cutting and extend tool life.
Using machine-grade tooling and following the above steps will ensure a productive and efficient exhaust manifold repair that will boost productivity and keep your customers’ cars safe from carbon monoxide poisoning and running at peak performance. It is also important to make sure that the drill is running at the correct speed. The speed should be adjusted according to the material being drilled, with the goal of maximizing the cutting performance and minimizing the risk of chipping. Additionally, the use of cutting fluids can help to reduce heat and increase the life of the tooling.















Leave a comment